MPS רער שרעדער מאַשין אַפּאַראַט
ספּעציפֿיקאַציע
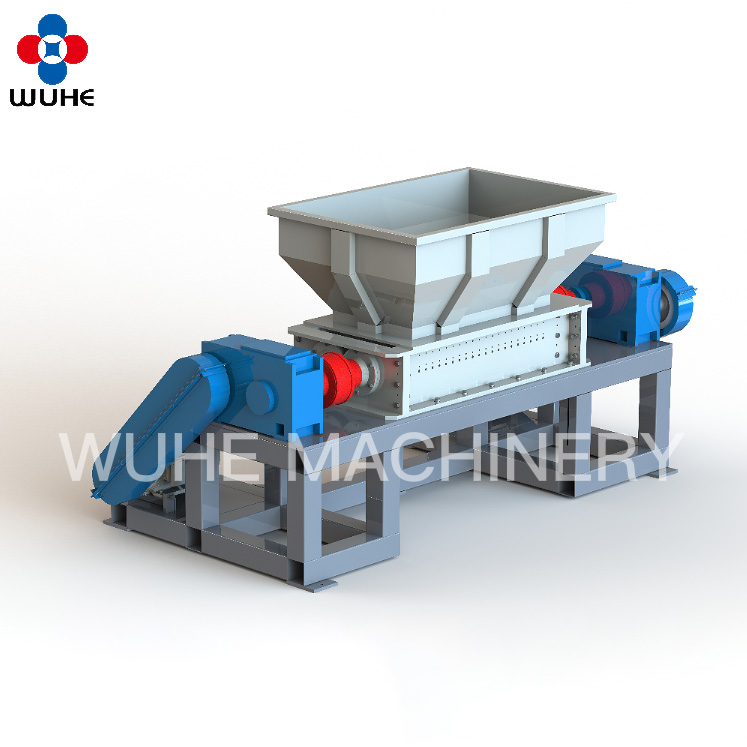
אין די לעצטע יאָרן, מיט דער שנעלער אַנטוויקלונג פון גרויס-דיאַמעטער PE פּלאַסטיק רערן, איז ווי עפֿעקטיוו צו צוריקקריגן PE אָפּפֿאַל רערן און מאַשין קאָפּ מאַטעריאַלן אין דעם פּראָדוקציע פּראָצעס געוואָרן אַ פּראָבלעם פֿאַר פֿילע רער פאַבריקאַנטן צו סאָלווען. עטלעכע פאַבריקאַנטן פֿאַרלאָזן זיך אויף קויפֿן טייַערע אָדער הויך-מאַכט און נישט-עפֿעקטיווע ויסריכט צו צוריקקריגן, וואָס רעזולטירט אין הויכע ינוועסטמענט קאָסטן. עטלעכע פאַבריקאַנטן נוצן מאַנועלע זעגן פון אָפּפֿאַל רערן אין קליינע שטיקלעך איידער צעקוועטשן, וואָס רעזולטירט אין גאָר נידעריקע אָפּזוך עפֿעקטיווקייט. ווי עקאָנאַמיש און עפֿעקטיוו צו צוריקקריגן גרויס-דיאַמעטער PE פּלאַסטיק אָפּפֿאַל איז געוואָרן אַ שליסל פאָרשונג טעמע פֿאַר PE פּלאַסטיק פאַבריקאַנטן. די אויפֿקום פון אַ גרויס-דיאַמעטער רער שרעדער סאָלוועט עפֿעקטיוו דעם פּראָבלעם. דער מאָטאָר טרייבט די גירבאַקס און די הויפּט שאַפט צו דרייען, און אַ הויך-שטאַרקייט צומיש מעסער איז אינסטאַלירט אויף די הויפּט שאַפט. די מעסער איז אַ קוואַדראַט מעסער מיט פֿיר ווינקלען. איין ווינקל פון די מעסער קען קאָנטאַקטירן דעם מאַטעריאַל, און דער ציל פון שרעדן איז דערגרייכט דורך שאַפט ראָטאַציע. די צעשניטענע פּלאַסטיק קען זיין גלייך טראַנספּאָרטירט צו די קראַשער דורך אַ קאַנווייער גאַרטל פֿאַר צווייטיק צעקוועטשן אַרבעט, דער גאַנצער אַרבעט פּראָצעס קען זיין קאַנטראָולד דורך PLC, וואָס איז גרינג צו אָפּערירן און שפּאָרט אַרבעט.
קיצור:
● דיאַמעטער פון רער ≤1200 מם
●לענג פון רער ≤6 מעטער
● רעזולטאַט ≥1000 ק"ג/שעה
ספּעציפֿיקאַציע:
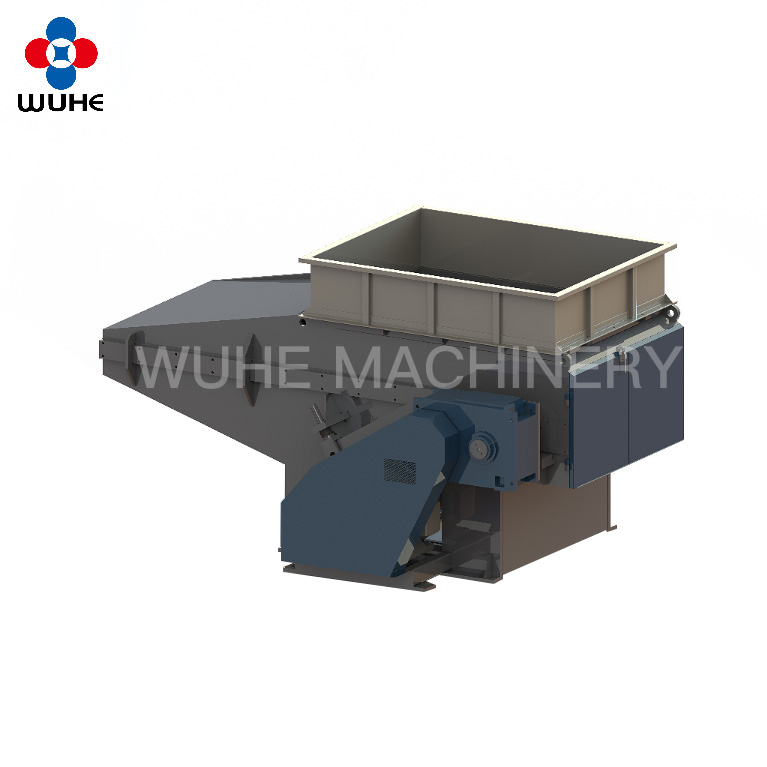
BPS1500 רער שרעדער
| מאָדעל | MPS-600 | MPS-800 | MPS-1000 |
| אַרייַנגאַנג גרייס (מם) | 500*500 | 720*700 | 850*850 |
| מאָטאָר מאַכט (קװ) | 22 | 37 | 55 |
| ראָטייטינג גיכקייט (rpm) | 85 | 78 | 78 |
| ראָטאָר דיאַמעטער (מם) | 300 | 400 | 400 |
| ראָוטאָר ברייט (מם) | 600 | 800 | טויזנט |
| ראָטאַרי בלייד | 22 | 30 | 38 |
| פאַרפעסטיקט בלייד | 1 | 2 | 2 |
| הידראַולישע מאַכט (קװ) | 1.5 | 2.2 | 3 |
| גרעסטע רער (מם) | Ф500*2000 | Ф630*2000 | Ф800*2000 |
| מאָבילער כאַפּער
| ● ווערטיקאַלער האָפּער, גרינג צו לאָדן דעם גאַנצן אָפּטייל פון רער ● לינעאַרע רעלס באַוועגונג ● אויל-פֿרײַע לאַגערן ● הידראַולישע פֿאַרשטאַרקונג |
| קערפער ראַם | ● דורך טיפּ קעסטל פּלאַן, הויך שטאַרקייט ● CNC פּראַסעסינג ● היץ באַהאַנדלונג פּראַסעסינג ● קעסטל: 16 מינוט |
| ראָטאָר | ● בלייד אָפּטימיזאַציע אויסלייג ● אַלגעמיינע טעמפּערינג היץ באַהאַנדלונג ● CNC פּראַסעסינג ● בלייד מאַטעריאַל: SKD-11, געניצט אויף אַלע זייטן |
| הידראַולישע וואָגן | ● שטיצע פון ראָללער טיפּ ● דרוק און פלוס רעגולאציע ● פּראָפּאַלשאַן דרוק: 3-5 מפּאַ |
| דרייוו | ● שווערע צאָן ייבערפלאַך רעדוסער ● עלאַסטאָמער עפעקטיוו קלאַפּ אַבזאָרפּשאַן מיטל צו באַשיצן די רעדוסער און מאַכט סיסטעם ● SPB גאַרטל דרייוו |
| קאָנטראָל סיסטעם | ● PLC אויטאָמאַטיש קאָנטראָל סיסטעם |